Page 2 sur 4
Re: Queues d'arondes à la défonceuse avec CMT300/600
Publié : 06 mai 2024, 12:41
par philippe G
Avec la fraise droite, tu dégrossis uniquement et tu peux t’arrêter à 12 mm de profondeur - pas besoin d'être super précis et ne dépasse pas 12,2 pour te laisser 5/10 à ôter avec la fraise finale.
Relire la recommandation CMT.
viewtopic.php?p=437538#p437538
Ici, il me semble apercevoir des défauts d'appui.
Question: tu n'aurais pas 2 défonceuses?
Re: Queues d'arondes à la défonceuse avec CMT300/600
Publié : 06 mai 2024, 12:52
par siolan
Yes je vais faire ça. J'imagine qu'une fois que j'ai trouvé la bonne profondeur de passe, je peux juste usiner une cale que j'utilise ensuite comme référence (une simple passe dont la profondeur sera donc la bonne).
C'est sur qu'avec 2 défonceuses ça serait plus simple, malheureusement, je n'en ai qu'une ^^ Je peux voir si un pote pourrait m'en passer une, mais ce n'est pas une solution sur le long terme.
Re: Queues d'arondes à la défonceuse avec CMT300/600
Publié : 06 mai 2024, 12:55
par philippe G
J'imagine qu'une fois que j'ai trouvé la bonne profondeur de passe, je peux juste usiner une cale que j'utilise ensuite comme référence
Oui, c'est la bonne méthode.
Il te faut non seulement 2 défonceuses mais aussi 2 bagues.

Si tu dois taper pour mettre en place, ce doit être légèrement. Si ça ne rentre pas c'est que l'usinage est mauvais.
Attention au diamètre de la fraise d'ébauche, doit être inférieur de 1 ou 2 mm à la cote verte. Quelle dimension as- tu pour la cote verte?
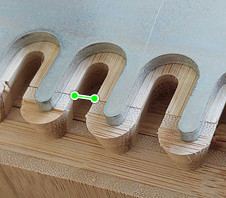
- 2024-05-06_132236.jpg (9.55 Kio) Consulté 1075 fois
Après réflexion à ce stade, je pense
- que si tu as bien 12,7 de profondeur ( comme indiqué par CMT) ta profondeur est bonne. ( à ajuster peut être au final lorsque le reste sera bon)
- il te faut revoir ton usinage selon le processus préconisé. Les parties mâles sont un poil trop larges et par conséquent les parties femelles un poil trop étroites.
Ça devrait aller mieux ensuite.
Re: Queues d'arondes à la défonceuse avec CMT300/600
Publié : 06 mai 2024, 13:44
par patrick63
Ma réflexion à ce stade, c'est qu'il vaut mieux apprendre à faire les queues d'arondes à la main.....
Re: Queues d'arondes à la défonceuse avec CMT300/600
Publié : 06 mai 2024, 14:32
par lamouette
je pense aussi
Re: Queues d'arondes à la défonceuse avec CMT300/600
Publié : 06 mai 2024, 14:35
par lamouette
siolan a écrit : ↑06 mai 2024, 11:50
Ah super, c'est top ce lien! Merci
Par rapport aux 12.7mm: de ce que j'ai compris (je peux me planter), puisque la fraise a une largeur de 12.7mm, je dois aussi avoir une profondeur de 12.7mm.
Oui mais elle aussi il faut la controler .
Re: Queues d'arondes à la défonceuse avec CMT300/600
Publié : 06 mai 2024, 14:45
par siolan
patrick63 a écrit : ↑06 mai 2024, 13:44
Ma réflexion à ce stade, c'est qu'il vaut mieux apprendre à faire les queues d'arondes à la main.....
Oui je me demandais combien de temps ça prendrait pour que quelqu'un me dise ça. Pour le moment je n'ai pas le matériel pour (ce qui n'est probablement pas une super bonne excuse), et vu qu'on est sur des longueurs de 37cm, ça me fait peur de me lancer là-dedans...
Re: Queues d'arondes à la défonceuse avec CMT300/600
Publié : 06 mai 2024, 14:48
par philippe G
La hauteur de plongée est donné par le schéma / tableau CMT) et c'est bien 12,7.
PS: J'ai rarement vu des outils CMT hors cotes. ( à la précision de mes mesures)
Pourrais-tu répondre à ma demande pour la cote verte ?
Selon mes calculs tu devrais avoir un petit 6,7 mm.
Re: Queues d'arondes à la défonceuse avec CMT300/600
Publié : 06 mai 2024, 14:53
par bulubuluplopplop
patrick63 a écrit : ↑06 mai 2024, 13:44
Ma réflexion à ce stade, c'est qu'il vaut mieux apprendre à faire les queues d'arondes à la main.....
Ma réflexion c'est que si on veut un gabarit à queue d'aronde, il faut en prendre un de bonne qualité...
(j'ai le Leigh et c'est un plaisir de travailler avec. Et le manuel est top niveau, jamais vu ça pour aucune autre machine).
Selon les configs des queues, il est possible de faire avec une seule fraise.
D'expérience, sur du bois non massif c'est très compliqué de ne pas avoir d'arrachements (genre 3 plis, CP...), car il y a toujours des endroits où le fil est perpendiculaire à la coupe.
Re: Queues d'arondes à la défonceuse avec CMT300/600
Publié : 06 mai 2024, 15:19
par siolan
philippe G a écrit : ↑06 mai 2024, 14:48
La hauteur de plongée est donné par le schéma / tableau CMT) et c'est bien 12,7.
PS: J'ai rarement vu des outils CMT hors cotes. ( à la précision de mes mesures)
Pourrais-tu répondre à ma demande pour la cote verte ?
Selon mes calculs tu devrais avoir un petit 6,7 mm.
Désolé, j'ai raté ta question ^^ Alors, sur mon bout de bois, je mesure 7.3mm. Sachant que la profondeur est de 12.15mm et non pas 12.7mm (j'ai dû me planter dans la profondeur de passe).
Comment vous faites pour régler la profondeur de passer à une valeur donnée? Typiquement, je veux exactement 12.7mm, comment je fais?
lamouette a écrit : ↑06 mai 2024, 14:35
Oui mais elle aussi il faut la controler .
C'est fait, et je mesure bien 12.7mm.
Re: Queues d'arondes à la défonceuse avec CMT300/600
Publié : 06 mai 2024, 15:23
par siolan
bulubuluplopplop a écrit : ↑06 mai 2024, 14:53
patrick63 a écrit : ↑06 mai 2024, 13:44
Ma réflexion à ce stade, c'est qu'il vaut mieux apprendre à faire les queues d'arondes à la main.....
Ma réflexion c'est que si on veut un gabarit à queue d'aronde, il faut en prendre un de bonne qualité...
(j'ai le Leigh et c'est un plaisir de travailler avec. Et le manuel est top niveau, jamais vu ça pour aucune autre machine).
Selon les configs des queues, il est possible de faire avec une seule fraise.
D'expérience, sur du bois non massif c'est très compliqué de ne pas avoir d'arrachements (genre 3 plis, CP...), car il y a toujours des endroits où le fil est perpendiculaire à la coupe.
Effectivement ça à l'air bien, mais on n'est pas sur le même coût... Bonne référence à avoir cependant!
Re: Queues d'arondes à la défonceuse avec CMT300/600
Publié : 06 mai 2024, 15:26
par alrj
Pour une profondeur exacte, j'utilise une pièce de test, un pied à coulisse, et le système de réglage fin de la butée de profondeur de la défonceuse. C'est parfois une vis sur la tourelle de butée, parfois la tige elle-même qui est filetée, ça dépend de la machine.
Je n'ai jamais fait de queues d'arondes à la défonceuse, mais je peux bien imaginer que la différence entre "c'est trop serré" et "ça tient pas" puisse se jouer à quelques dixièmes de profondeur
Re: Queues d'arondes à la défonceuse avec CMT300/600
Publié : 06 mai 2024, 15:49
par philippe G
Avec 12,15 de profondeur tu devrais avoir 6,95.
Pas mal, si on considère que tu as sans doute un petit arrachement sur l'angle.
> bulu - A quel gabarit Leigh fais-tu référence?
Re: Queues d'arondes à la défonceuse avec CMT300/600
Publié : 06 mai 2024, 16:03
par lamouette
siolan a écrit : ↑06 mai 2024, 15:19
Comment vous faites pour régler la profondeur de passer à une valeur donnée? Typiquement, je veux exactement 12.7mm, comment je fais?
Tu mets ta fraise en buttée sur la pièce à fraiser , Tu devisses le blocage de tige de profondeur .Tu intercales une cale de 12.7 entre la tige de réglage de profondeur de la défonceuse et sa buttée, tu bloques la tige.
Voilà ,c'est reproductible et rapide , il faut juste te faire ta cale de réglage.
Re: Queues d'arondes à la défonceuse avec CMT300/600
Publié : 06 mai 2024, 16:08
par lamouette
philippe G a écrit : ↑06 mai 2024, 15:49
Avec 12,15 de profondeur tu devrais avoir 6,95.
Pas mal, si on considère que tu as sans doute un petit arrachement sur l'angle.
> bulu - A quel gabarit Leigh fais-tu référence?
Les calculs ça ne marche jamais

Re: Queues d'arondes à la défonceuse avec CMT300/600
Publié : 06 mai 2024, 16:09
par lamouette
alrj a écrit : ↑06 mai 2024, 15:26
Pour une profondeur exacte, j'utilise une pièce de test, un pied à coulisse, et le système de réglage fin de la butée de profondeur de la défonceuse. C'est parfois une vis sur la tourelle de butée, parfois la tige elle-même qui est filetée, ça dépend de la machine.
Je n'ai jamais fait de queues d'arondes à la défonceuse,
mais je peux bien imaginer que la différence entre "c'est trop serré" et "ça tient pas" puisse se jouer à quelques dixièmes de profondeur
à mon avis même 1/10
Re: Queues d'arondes à la défonceuse avec CMT300/600
Publié : 06 mai 2024, 16:20
par Ollaren
Sinon, pièces "poubelle" et multiples essais.
Re: Queues d'arondes à la défonceuse avec CMT300/600
Publié : 06 mai 2024, 16:26
par philippe G
Je viens de regarder la video sur le gabarit Festool.
https://youtu.be/gTN_f1FbGUU
Le démonstrateur passe une seule fois , directement avec la fraise à queue d'aronde sur un profondeur de 12.
Çà veut dire, entre autre, qu'il n'a aucun jeu entre son guidage et sa bague.
A noter également l'astuce qu'il utilise pour éviter les éclatements en sortie.
Oui, il faut peaufiner les réglages sur des chutes jusqu'à trouver ce qui va bien.
Re: Queues d'arondes à la défonceuse avec CMT300/600
Publié : 06 mai 2024, 16:40
par lamouette
Pour régler les pièces verticales bien à fleur ne pas serrer à fond, utiliser un maillet et une cale à cheval sur les 2 pièces , ce sera exactement à fleur et rapidement.
il dit "ne fraisez jamais vers l'exterieur" mais la fraise n'a qu'un sens de rotation.
Son montage a l'air bien trop libre , il ne faudrait pas voir de trop près.
Re: Queues d'arondes à la défonceuse avec CMT300/600
Publié : 06 mai 2024, 16:42
par philippe G
Je m'étais trompé de vidéo et viens de rectifier.